
�P�D�{�\�ɂ���
���Ђł́A���a�R�O�N����A������z�����炷��t�\����H��𑀋Ƃ��Ă���܂����B �i���Ȃ݂ɁA���݂ł́A�ቿ�i�̗A���������ɂƂ��Ȃ��{�\�_�Ƃ������������߁A���Вt�\����H��͑��Ƃ𒆎~���Ă���܂��j
�@��
�u����(�J�C�R�K)�v
�@��
�u�z���v
�@��
�u���c���v�@�i����ܗ�܂Ő�����E����J��Ԃ��܂��B�j
�@��
�u�ܗ�c���v
�@��
�u���v�@(�T�i�M�̏�Ԃɖ߂�)
���y�[�W�g�b�v�֖߂�
�Q�D�����ɂ���
�\������������玅�����ɂ́A���������ɐZ���āA���̃Z���V���i�ɂ��펿�j���Ƃ����A��������悤�ɂ��Ď������܂��B�ł����A���͒��ɐ������̎\�̃T�i�M�����鐶���̂ł��B�������Ȃ��ƃT�i�M���ڂ��o�܂��A�E�炵�ăJ�C�R��ƂȂ��āA����j���ĂłĂ��܂��B�܂�Ń��X���̂悤�Ɂi�Â��j�I�I���͑S���q���������ŏo���Ă��܂�����A���������Ŏ�������ł́A�i���͊i�i�ɗ����Ă��܂��܂��B
���ꂱ����̂́A����ȕ��ɋ}���Ŏ����J��o�������̂ł��傤���A�ߑ�̂悤�ɍH�ꐧ�@�B������������������Ă���́A�����A�H��̃L���p�Ɍ����������̐��Y�ʂ��m�ۂ��A�N�Ԃ�ʂ��đ��Ƃ��Ă����˂Ȃ�܂���B�\�̓Z�~��L���M���X�Ɠ��������ŁA�G�ߓI�Ȑ������ł��B�����ŁA���̎����ɑ�ʂɎ��n��������������ɐ��������ł��Ȃ��̂Ȃ�A�������܂ŕۑ����Ă����K�v������܂��B�����ōl���o���ꂽ�̂����������ł��B�S�W���ɂ������X���̍ő�̎�_�͎��͔M�������̂ł��i�������j�I�I
����M�������鎖�Œ��̃T�i�M���~�C���̂悤�Ɋ������܂��B����Ȃ�J�C�R��ɂȂ��Ė���j���Ă��邱�Ƃ�����܂���B������ԂȂ̂ŃJ�C�R�̎��[�Ő^�����Ȗ�������鎖������܂���B����������Ԃł̓J�r�������Ȃ��̂ŕۑ��Ǘ������������肵�Ă���Ή��N�ł����u�����\�ł��B
�@��
���i�K�F�����H��̊���
�w�ς�薚�x�̏Љ�^����
���y�[�W�g�b�v�֖߂�
�R�D�����ɂ���
�����́A������@�ۂ��J��o���Đ��������܂��B���ۂɂ͖��������������ɐZ���Ė����_�炩�����A���̑@�ێ����ق����Ă����܂��i��@�j�B�����Ăق��ꂽ���̑@�ە�������������悤�Ɉ����o���Ĉ�{�̎��ɂ��Ă����܂��B�����\�����Ă����{�̑@�ۂ͖�Q�`�R�f�j�[���ʂł��B
�������ꂽ�����̎�����Ɂu�����i�����Ɓj�v�ƌĂт܂��B��̖�����ł鎅�͖�R�f�j�[�����x�ł��̂ŁA���̂܂܂łׂ͍����āA�܂��ׂ����߂Ɏシ���Đ��i�����o���܂���B����ŁA������������o���ꍇ�ɂ͐��̖���Z�߂Ĉ��������Ĉ�{�̎��Ɉ����o���܂��B��ʓI�ɂS�`�P�P�ʂ̐��̖��������̒���������o���Ĉ�{�̎��ɂ��Ă����܂��B
�����ł悭�����A�܂���v�̑������̎�ނ͂Q�P����Q�V���ł��B�����Œ��i�Ȃ��j�Ƃ����P�ʂ��o�܂������A�u�f�j�[���v�Ɠ����P�ʂƍl���Č��\�ł��B
�u�Q�P���v���u�Q�P�f�j�[���v
�u�Q�V���v���u�Q�V�f�j�[���v
�ł��B����̎����R�f�j�[���ƍl����ƁA�Q�P���͂V�̖���������o���ďo���������A�Q�V���͂X�̖���������o�������ŏo���������A�Ƃ������ɂȂ�܂��B
�f�j�[���Ƃ́H
�u�����v�Ƃ́H
�V�\���ƕ��ʂ̌����̈Ⴂ
�u����ނ��v�Ƃ́c
�u����ނ��̎����o����܂Łv
���y�[�W�g�b�v�֖߂�
�S�D�Q���ɂ���
���������������́A��{��{���ƂĂ��ׂ��̂ŁA���̏�Ԃ̂܂܂ŐD��������̂ɂ͂ƂĂ���ςŐD��܂���B�����ŁA���̐��������{�����킹�ĔQ��i���j�������Ĉ�{�̎��ɍ�蒼���āA���̑����⋭�x�����܂��B�܂�A�D����D�邽�߂ɗp�ӂ��鎅��D���p�ɍ��Ȃ������߂̏����i�K���u�Q���i�˂j�v�Ƃ������ɂȂ�܂��B
 ��
��

���̎��̔Q��́A���̔Q�������������ŁA���v���̉E���ɉ�]�����������̂��u�E�Q��v�u�r�Q��v�Ƃ����A�����v���̍����ɉ�]�����������̂��u���Q��v�u�y�Q��v�ƌ����܂��B���̔Q������́A���n�̌���▀�C�W���i���n�̏�v���j�ɂ��e�����܂��B
�܂��A���̎��̔Q��̉�]�����o���オ�������̓����ɉe����^���܂��B���̉�]�����u�Q�萔�i��肷���j�v�ƌ����܂����A�����̏ꍇ�A�P���Ԃ̋��萔�Łu�Q�萔�v��\���܂��B��ʓI�ɁA���萔�̑傫�����A�������肵���������ɂȂ�܂����A���̑����⎅�̖{���ɂ����܂��̂ŁA��T�Ɍ��ߕt���鎖�͂ł��܂���B
�ȏ�A�̂悤�ɔQ��̕�������x�i�j�ɍH�v�������āA�l�X�ȑg���������鎖�ő��푽�l�ȓ����������������o���オ��܂��B���̎������Ɏg�������A�g�ݍ��킹�鎖�ŁA���n�̕������E���G��E����E�d���E��v�������Ď��s���낵�Ȃ���A���ꂼ��̐D���H�ꂪ��肽���Ǝv�����n��ڎw���Ă����킯�ł��B�Q���H�������ŁA�����A�C�̉����Ȃ�悤�Ȗ����̑g����������܂��B
- (1)
- �ДQ���i�����˂E������肢�Ɓj�^�Q�{�ȏ�̎����������낦�E�Q�����Q��������Q���B
- (2)
- ���i�o�j�Q���i����˂E�����肢�Ɓj�^�ДQ��̂������������Q�{�ȏ�������낦�A�X�ɕДQ��Ɣ��Ε����̔Q���������Q���B
- (3)
- ��Q���i���܂˂E���܂�肢�Ɓj�^�ДQ��i���Q�j�̂������������Q�{�ȏ�������낦�A�X�ɕДQ��Ɣ��Ε����̔Q���������Q���B
��L�̎O��ނ������̔Q���̊�{�ł��B�ł�����ȊO�ɂ��A�����̑g�����̍H�v�ŁA�ǔQ���i���ׂ˂E���ׂ�肢�Ɓj�Ƃ����Q���i������˂j�Ƃ�����������Q���̋Z�p������܂��B�Q���Z�p�͓��i�����ŁA�����݂��V�����Q���Z�p�̊J���ɁA���Ђ͂������A�S���̎��Ǝ҂͓��錤�r���d�˂Ă��܂��B
�@
�T�D���F�ɂ���
������O�̎��ł����A�����́A���ꎩ�́A���F�ŐF�͂��Ă��܂���B�����ŗp�r�ɍ��킹�ĐD����������ʂ鎖�ŐD�����������܂��B���̍H������F�Ƃ����܂��B���F�ɂ͊���ǂ��ɒu�����ŐF��ȕ��ޕ��@�ɕ�����܂����A���Ђ͊�{�I�Ɏ�����舵�����������ƂƂ��Ă̗��ꂩ��A�u���߂ĐD�邩�v�A�u�D���Ă�����߂邩�v�̓�ɕ��ނ��܂��B���̗��ꂩ�炵�܂��ƁA���F�ɂ́A��������߂Ă���D��u����ߖ@�v�ƁA�D����D���Ă��甒���n�ɐF���悹��u����ߖ@�v�Ƃɕ��ނł��܂��B
������߁�
����ߖ@�͌������̂���߂���@�ł����A���Ђ̏ꍇ�A���̐���ߖ@�ɂ����ނ���܂��B�ЂƂ́u�������ߖ@�v�ł���A�����ЂƂ́u�����ߖ@�v�ł��B
- (1)
- �u�������ߖ@�v�͌��킽�̏�ԂŐ��F���A���̐��܂����킽�����Ɉ����ĐD����@�ł��B
- (2)
- �u�����ߖ@�v�͎��̏�ԂŐ��F���ĐD����@�ł��B
�u�������ߖ@�v�͕ʖ��u�g�b�v���߁v�Ƃ��Ăт܂��B���ɂȂ�Ȃ����̂����Ƃ��ŏ��̒i�K������߂�Ƃ������Łu�g�b�v���߁v�ƌ����̂��H�c���t�̌ꌹ�͕�����܂��A�̂���u�g�b�v���߁v�ƌĂ�ł��܂��B���̕��@�́A���F���@���͓̂�����̂ł͂���܂��A���߂��u�킽�v�����Ɉ����Z�p���c���Ă����Ђ��A���݂ł͖w�Ǐ��ł��Ă���̂ŁA���ł͔��ɒ������ƌ����܂��B�S���ł������Ȃ��Ǝv���܂����A���Ђł͂��̓`���Z�p���Ɍp�����Č��݂��u�g�b�v���߁v����葱���Ă��܂��B���́u�g�b�v���߁v�͕����̐F�����ׂƍ����荇�����ŁA�����݂₨�ڂ�̂悤�ȗH�����I�ȕ\���ɓK���Ă��܂��B�u�����ߖ@�v�͒n���đ�Y�n�̎�v�Ȑ��F���@�ŁA�X�g���C�v�i�ȕ��j�E�`�F�b�N�i�i�q���j���̊�{���̕\����A�c���Ɖ�����ʐF�ŐD�鎖�ŋʒ��F�̌�������V�����u���[�\���ȂǂɓK�������F���@�ł��B�a���Ŏg�����R���߁i�����肼�߁j���u�����ߖ@�v�̂ЂƂł����A���Ȃ��̍����ߕ��Ƃ����܂��B��ʂɘa���ł����Ƃ���̒ۂ₨������їށA�j���̒����Ȃǂ͐���߂������悤�ł��B
������߁�
����ߖ@�͐D���ɂȂ��Ă�����߂���@�ŁA��ʂ���ƁA��F�ɐ��ߏグ��u���n���߁v�Ɩ͗l���߂�����u����i�Ȃ���j�v�̂ӂ�������܂��B�u����v�͕�����₷�������v�����g���߂ł����A���̐��F���@�Œ��ړ���A�����i������j�A�h���i�ڂ�����j�ɕʂ�܂����A���F��i�ɂ��@�B����A�]�ʓ���A�����i�ĂȂ���j�ɕ�����܂��B���ꂼ����I�ɑg�ݍ��킹�����̂�����܂��B�ЂƂ����Ƀv�����g�ƌ����u�Ȃ��`�A����݂����Ȃ���H�v�Ƃ��肪���݂����Ȃ��悤�Ɋ�����������܂����A�^���H�|�I�ɂЂƂЂƂ��肵����A�i����߂�F�T���߂̂悤�ɂЂƂЂƂ��ƂŐF�t��������̂�����A���̉��͂ƂĂ��[�����̂�����܂��B��ʂɘa���œ���݂̂���t���E����E�K�⒅�Ȃǂ́A���̌���߂������悤�ł��B
���y�[�W�g�b�v�֖߂�
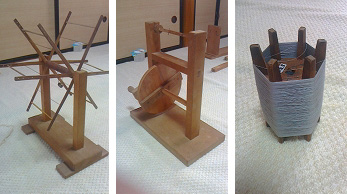
�U�D�D��ɂ���
���D��Ƃ́�
������̈�A�̎������������ĐD������邱�Ƃł��B�D���̒��������ɑ��鎅���u�o���i���Ă��Ɓj�v�ƌĂсA����ƌ�����������ɑ��鎅���u���i�悱���Ɓj�v�ƌĂт܂��B�o�����Œ肵�Ă����Ĉ��������ɒʂ��ĐD����D��@�B���u�D�@�i��������j�v�܂��́u�@�i�͂��j�v�ƌĂсA���̐D�@���g���ĐD�邱�Ƃ��@�D��i�͂�����j�ƌĂт܂��B�l�͂̒P���ȐD�@�́u��D�@�i�Ă�����j�v�Ƃ��Ă�A������g���ꍇ�͎�D��Ƃ��Ăт܂��B
�y�o���̏����z
�P.���o�i���������j
�o���𐮂���Ƃ����Ӗ��ł��B�D���ɕK�v�Ȍo���{������ׁA�V�[�g�Ɉ��������܂��B�D���̋Ђɂ����܂����A�o���̖{���͐��S�{���琔��{�A�����͐��\�����琔�S���ɂ܂ł��Ȃ�܂��̂ŁA�����������V�[�g�̓h�����Ɋ�����������̏�ԂŎ�舵���ĐD�@�Ɏ��t���܂��i�o�����j�B���̏�Ԃ̂��̂�����ł͒ʏ́u���܂��v�ƌĂ�ł��܂��B
�Q.���n���i�������炦�j
���n���Ƃ͎��ɂP�{�P�{�̌o����D�@�ɒʂ��H���̂��Ƃł��B���̍H���ɂ́u���L�ʂ��i���������Ƃ����j�v�Ɓu⫒ʂ��i�����Ƃ����j�v�Ƃ�����Ƃ�����܂��B


�y���̏����z
�P.�グ�g
���͈�ʓI�ɘg���R�ڂU���T���܂��͂S�ڂT���̒����Ő����]���̒����ɂȂ��Ă��܂��B���̂ЂƑ����X�i�����j�ƌ����܂��B�܂�A�g�Ɏ��������ɂ���������̂Ŋۂ��~��ɂȂ�܂��B���̉~��̉~���̒�����g���ƌĂсA���������������̐�����]���������͉ƂȂ�܂��B�D�������ɓ������ẮA���̎��̋K�i���A�D�@�̋K�i�ɍ��킹��K�v������܂��B�����ŘZ�p�`�̌`�������g�Ɋ����Ȃ����܂��B�������g���đ�Y�n�ł͂��̘Z�p�g���嗬�ł����A����Y�n�ɂ���Ă͎l�p���g���g���ꍇ������܂��B
�Q.�`�i�Ёj
�u�V���g���v�Ƃ��Ăт܂��B�ؐ��̒e�ۏ�̂��̂ŁA���ꂪ���E�ɉ����^�����Ȃ�������o���̊ԂɐD�荞��ł����܂��B����ŁA���L�̏㉺�^���Ōo�����㉺��w�ɕ����ꂽ�Ԃ�`���i�Ђ����j�ƌ����܂��B�`�̒��͋�Ԃ��Ă��āA���̒��Ɋǁi�����j���ʂ��Ă���܂��B���̊ǂɘZ�p�g�̎�����K�v�ȕ��������������Ċǂ�`�̒��ɃZ�b�g���܂��B�������āA�u���L�̏㉺�^���v�Ɓu�`�̍��E�^���v�Ɓu⫂̑O��^���v�Ƃɂ��D�����D��オ����Ă����܂��B

�@
���D�菀���̎��̗��ꁄ
���́A�X����ǂɊ������܂łɁA�u�`�a�~�v���u�������@�v���u�NJ����@�v�A�̏��Ɋ�������܂��B���̎��̏�Ԃ��u�X����Z�p�g�ցv�A�u�Z�p�g����ǂցv�A�Ƃ����悤�Ɏp��ς��Ċ�������܂��B�������@�B�̖��̂́A���ɐ����Ȗ��̂Ƃ͈Ⴄ��������܂��A�đ�Y�n�ŌĂяK�킵�Ă��閼�̂ɏ]���܂����B�u�`�a�~�v�́A�Q���������Ӗ�����������̂Łu�k�݁v�̎������Ă͂܂�̂�������܂���B�Ԉ���Ă��؍������D�ݏĂ��̎��ł͂���܂���B

���D��̎��/�O���g�D��
�D���g�D�̊�{�ƂȂ�O�ł��B
���D��i�Ђ炨��j�E���D��i���₨��j�E��q�D��i���シ����j�̂R��ނ�����܂��B
| �@ |
�g�@�D
|
���̏o��
|
���@��
|
|
���D��
�i�Ђ炨��j |
|
 |
��v�B
|
|
���D��
�i���₨��j |
 |
 |
�_�炩�߁B
|
|
��q�D��
�i���サ����j |
 |
 |
������B
���C�Ɏア�B |